Не всегда зеркальная полировка хорошо и не каждому она нравиться. Большинство премиальных вещей имеют легкое и качественное сатинирование (направленная риска).
Но приходится сталкиваться с такой ситуацией, когда детали отшлифованы, но требуется сварка и после аргона остаются следы побежалости и в этих местах требуется дополнительная обработка.
Залог успеха работать в одной зернистости чтобы детали не отличались друг от друга, а в идеале это делать в одной линейке абразивов т.е. одного бренда или максимум двух качественных брендах.
Существует множество нетканых абразивов ими удобно работать детали не перегреваются и даже если профильные трубы не совсем профильные нетканые материалы будут проникать в эти сферы и шлифовка удастся.
Давайте для примера попробуем сварить два отрезка профильной трубы.
Но перед сваркой мы сделаем сатинирование, после чего состыкуем эти отрезки и проварим со всех сторон и уберем следы от аргоновой сварки.
В примере будут участвовать профильные трубы из 316L и 304 нержавеющей стали.
Профильные трубы мы обработаем на гриндере с помощью нетканой ленты, обработаем той зернистостью (сделаем ту шероховатость, с которой мы согласовали с заказчиком).
Допустим это будет Very Fine ~ градация по FEPA Р360.
Давайте поступим следующим образом, профиль немного кривоват и его необходимо подровнять, но без фанатизма.
На фото ниже мы видим, как плохо разрезан профиль. Заусенцы и кривизна. (это сделано специально тупым ТСТ диском)

Для исправления этой ошибки возьмем шлифовальную ленту 3M Cubitron II 984F 75х2000 мм P36 если требуется незначительная правка можно взять зернистость поменьше, например, Р60.
Фотография ленты изнутри

На фотографии ниже мы видим режущую часть ленты, зерна крупные, съем материала будет мгновенный. Но прожигов практически не будет.
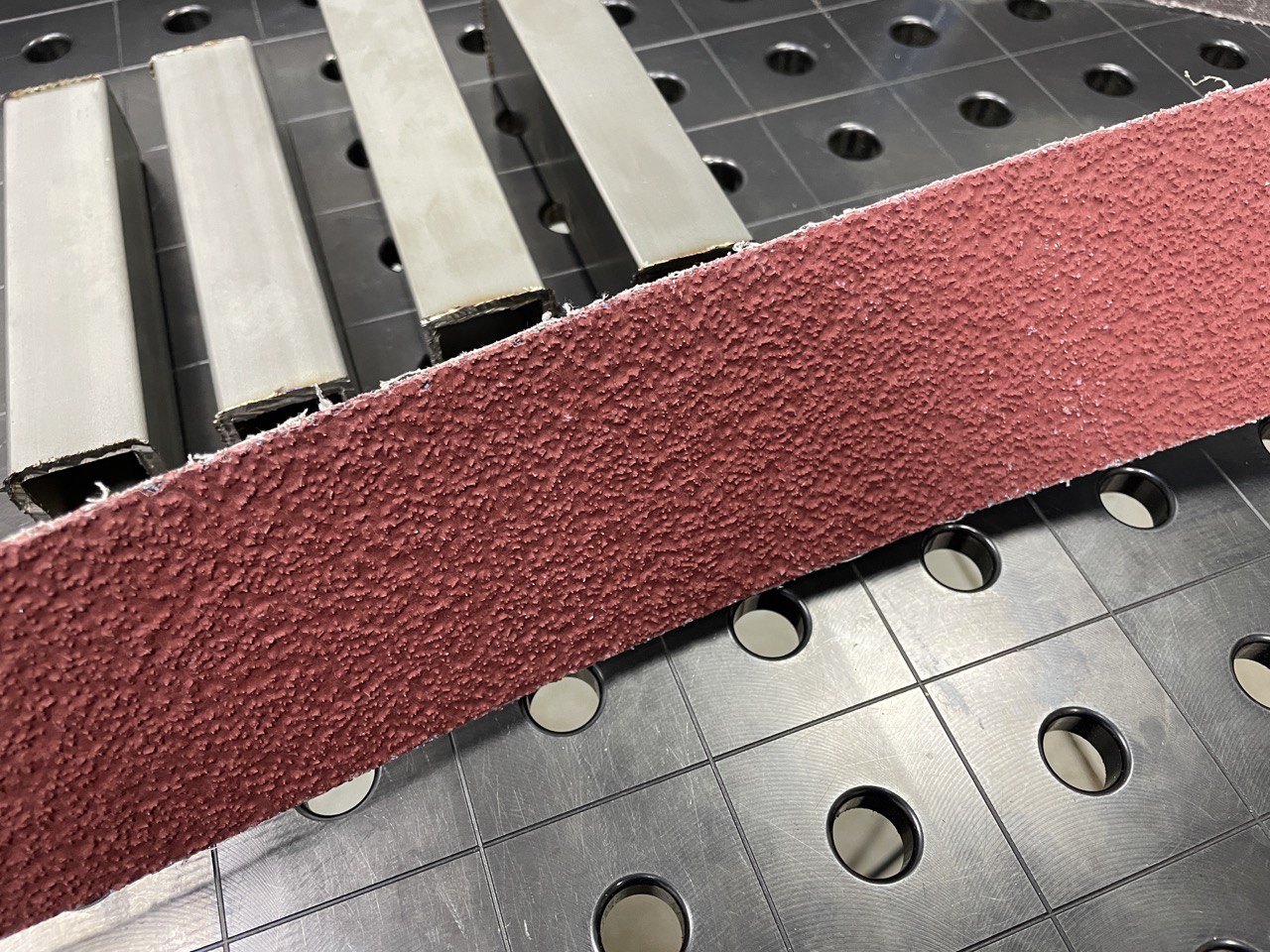
Установим ленту на гриндер и приступим к работе.
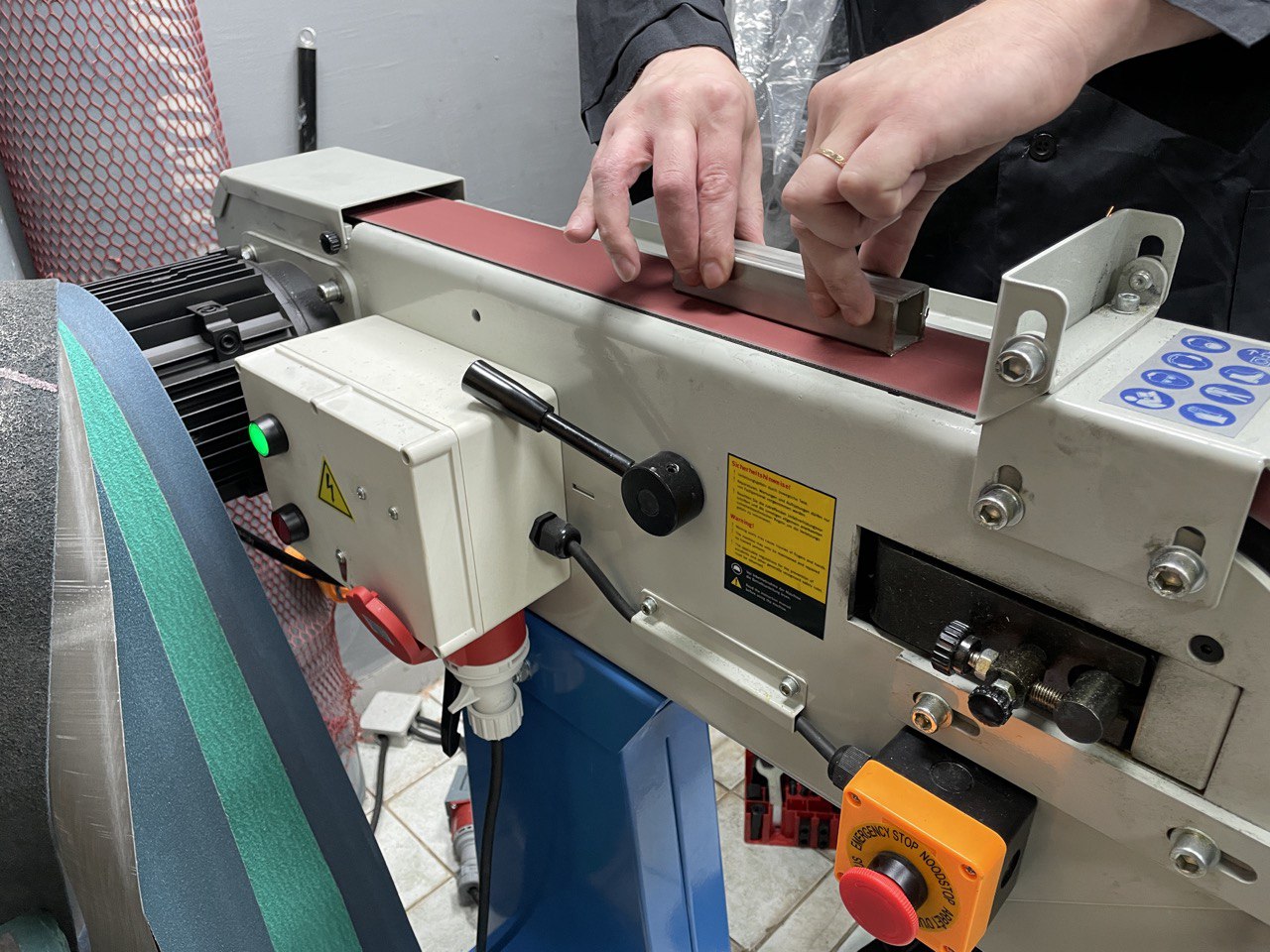
Немного сделаем профильную трубу более квадратной, отшлифуем ее с четырех сторон.
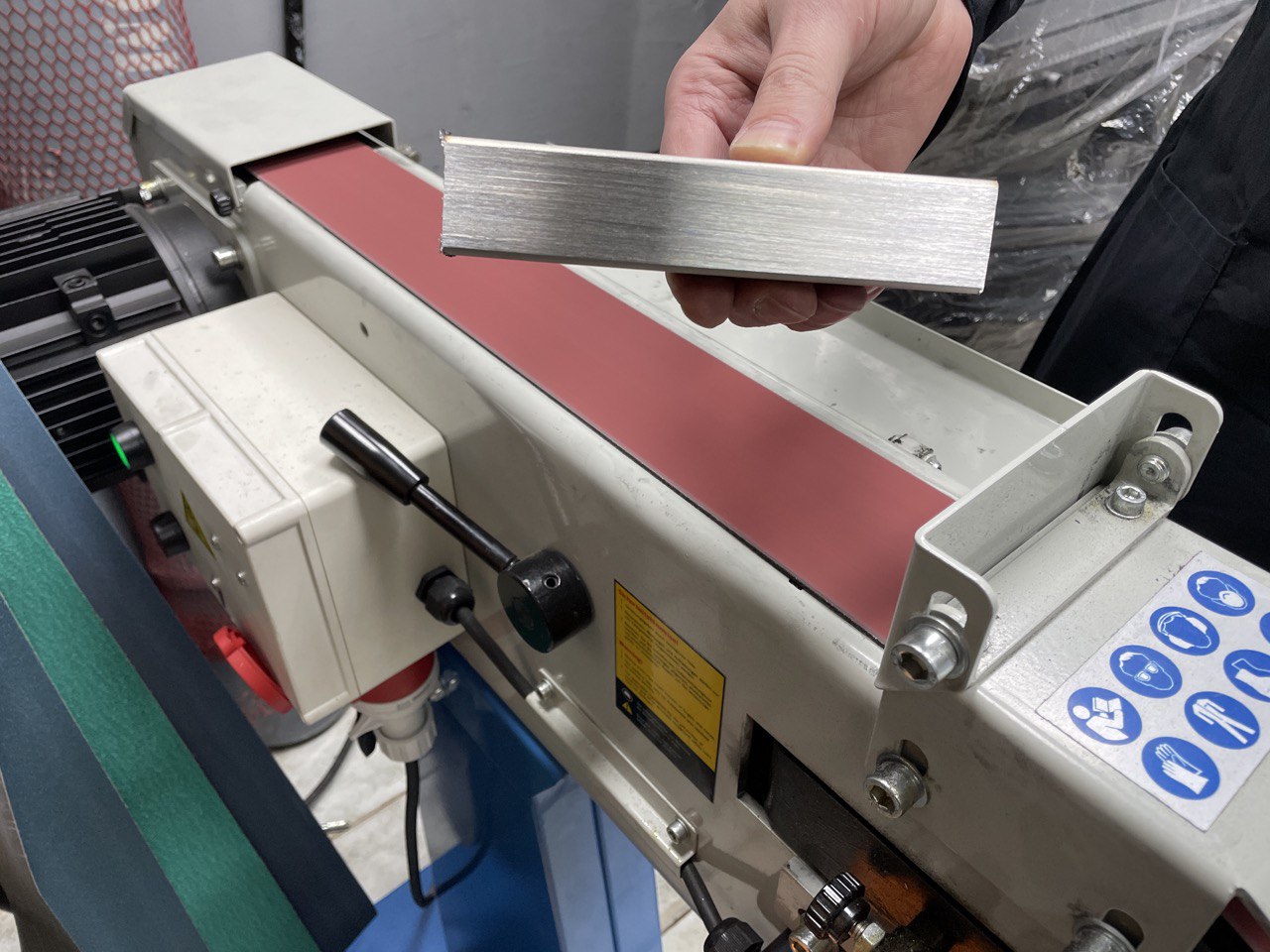
На фотографии ниже мы видим, что плоскость задана, также поступим с торцами и сделаем их ровными.
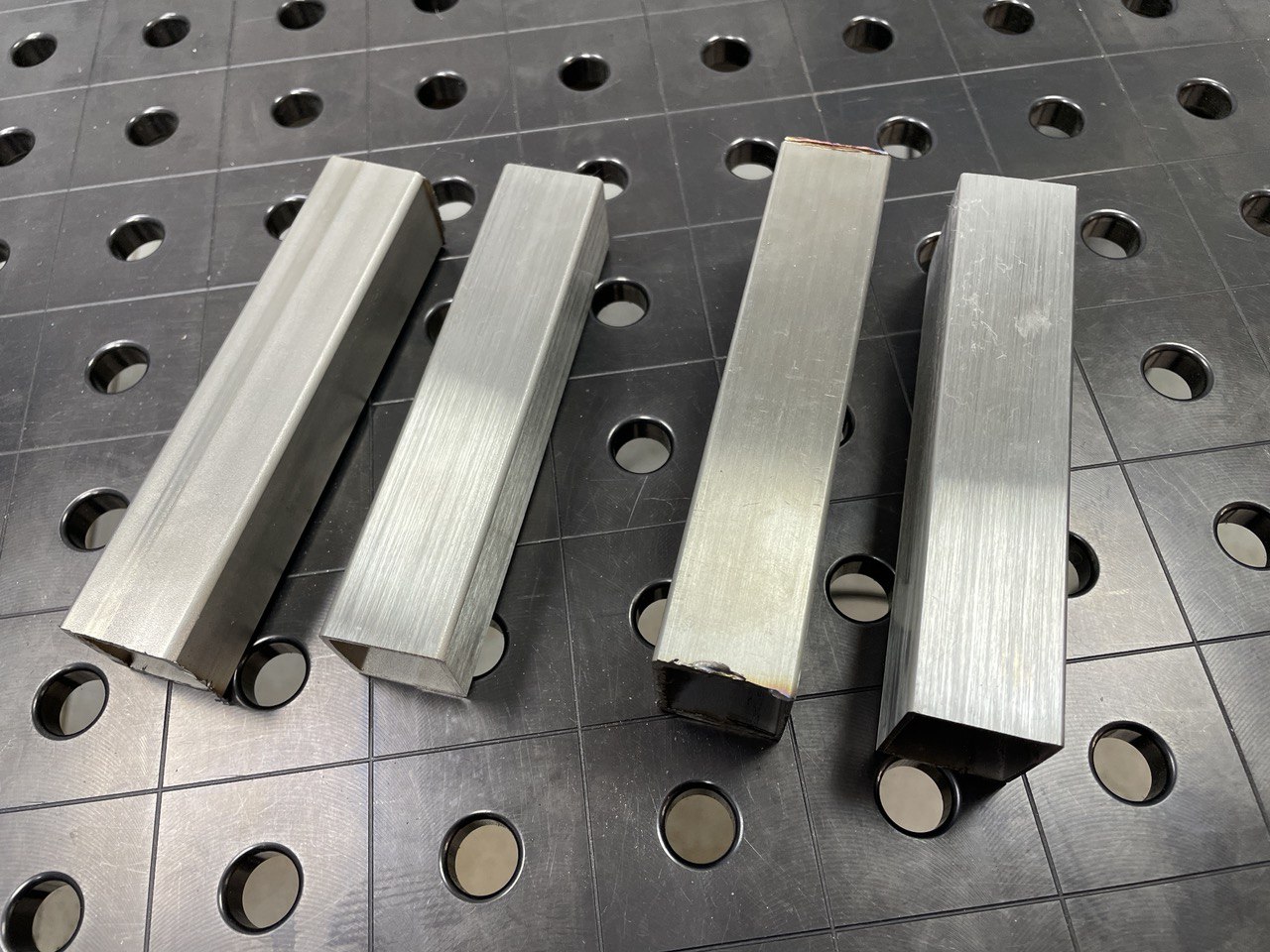
На фото ниже, торцы до обработки.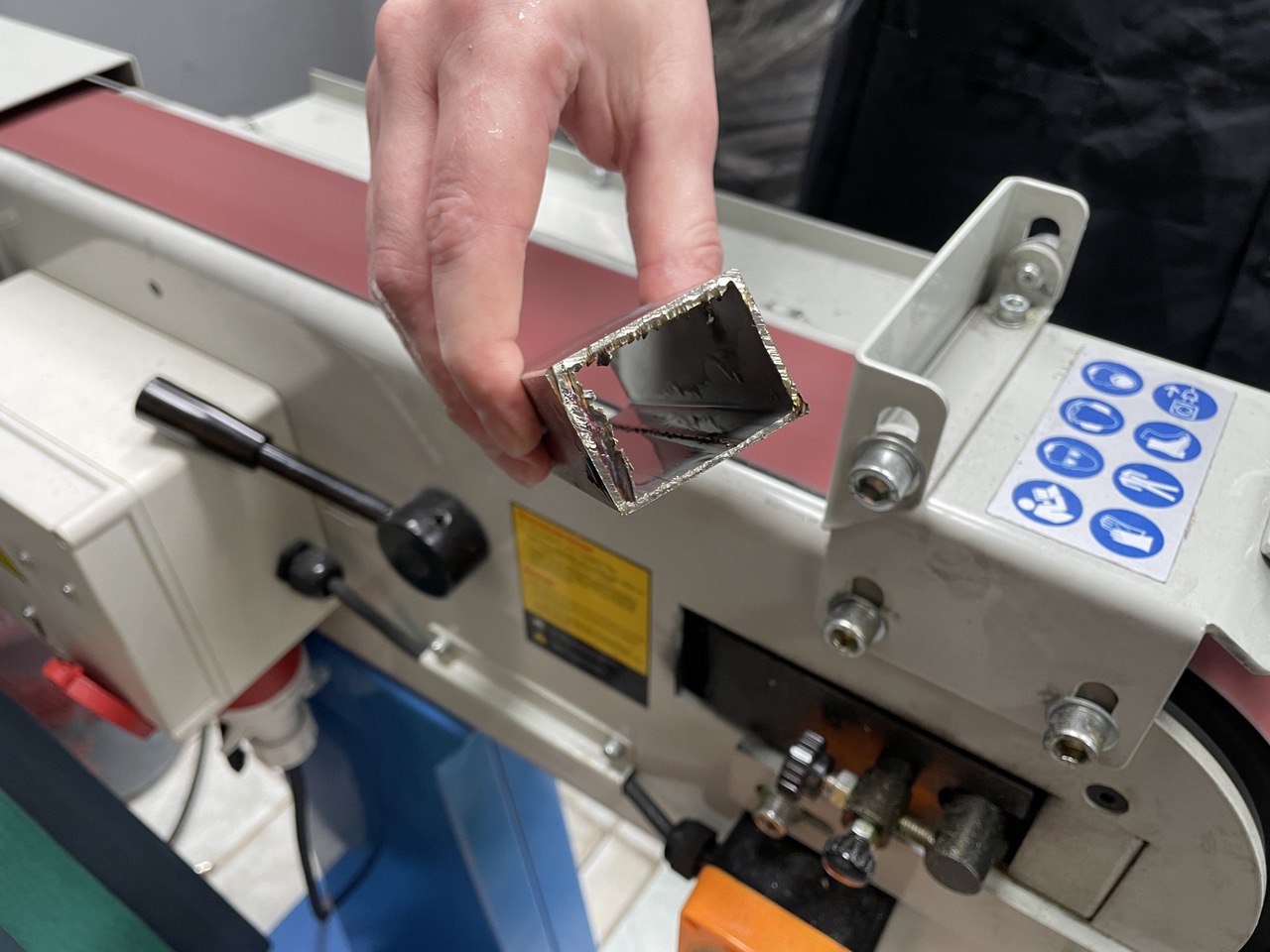
На фото ниже, торцы после обработки.

Геометрия на профильных трубах сделана, осталось сделать сатинирование. В случае если деталь длинная можно это сделать шлифовальными лентами, установленными на специальную оправку.
В нашем случае детали маленькие и мы их обрабатываем на гриндере.
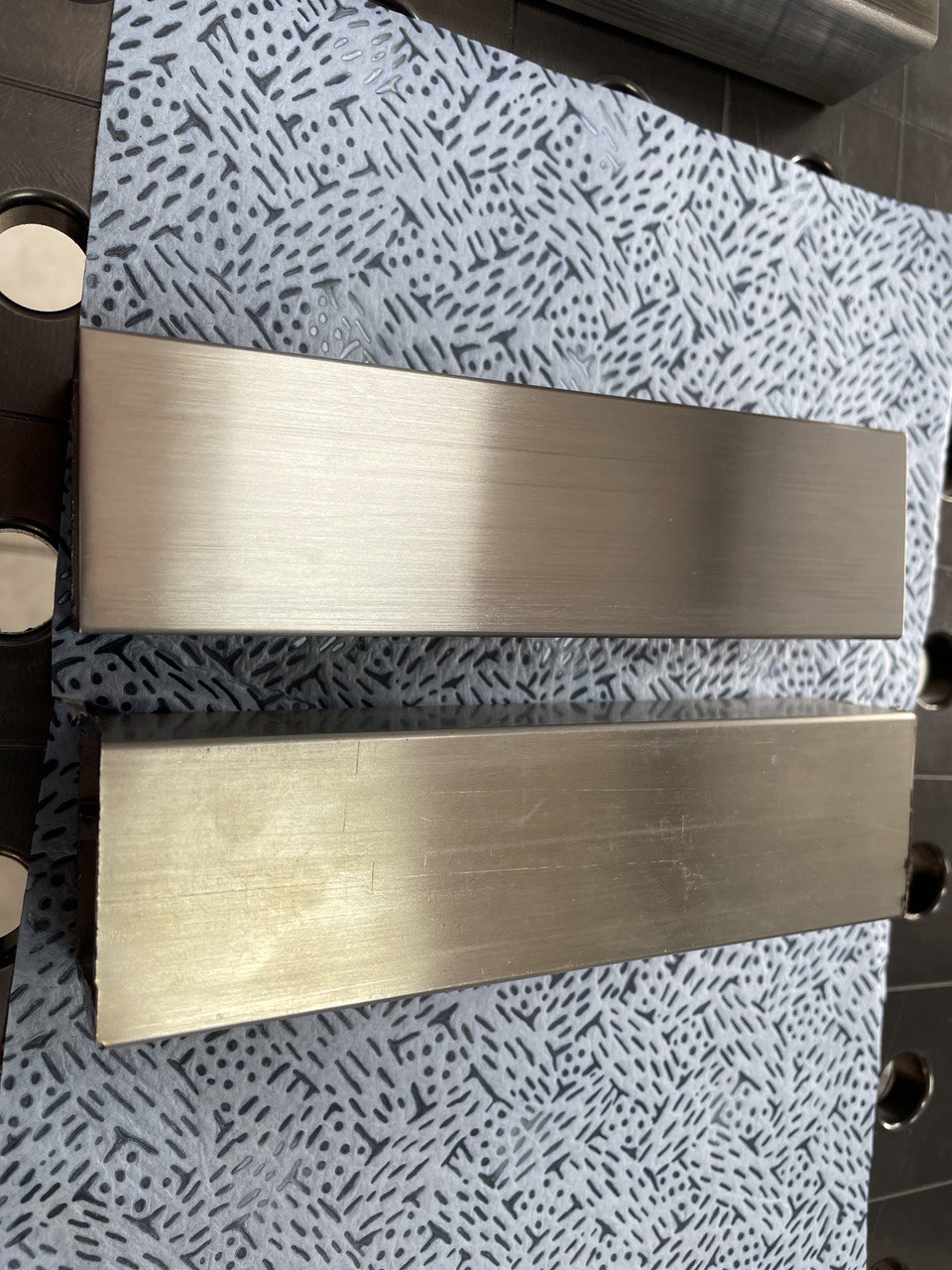
На фото ниже мы видим результат до и после обработки шлиф лентой 3M Cubitron II 984F 75х2000 мм P36.
Риски получились глубокие за них все цепляется (шероховатость около 5,00 мкм) так дело не пойдет слишком грубо обработано. Нужно риску перебить меньшей зернистости, например, Р60, а после Р80 и Р120.
Но мы этого делать сейчас не будем, попробуем обработать деталь нетканой лентой Very Fine, сгладим эти риски сделаем их не такими острыми.
Результат мне не понравился :(
Риски глубокие хоть и не такие острые и смотрится все как-то грубовато.

Чтобы исправить эту ситуацию я пробежался скотч брайтом Very Fine. Ситуация изменилась, стало выглядеть более-менее аккуратно.
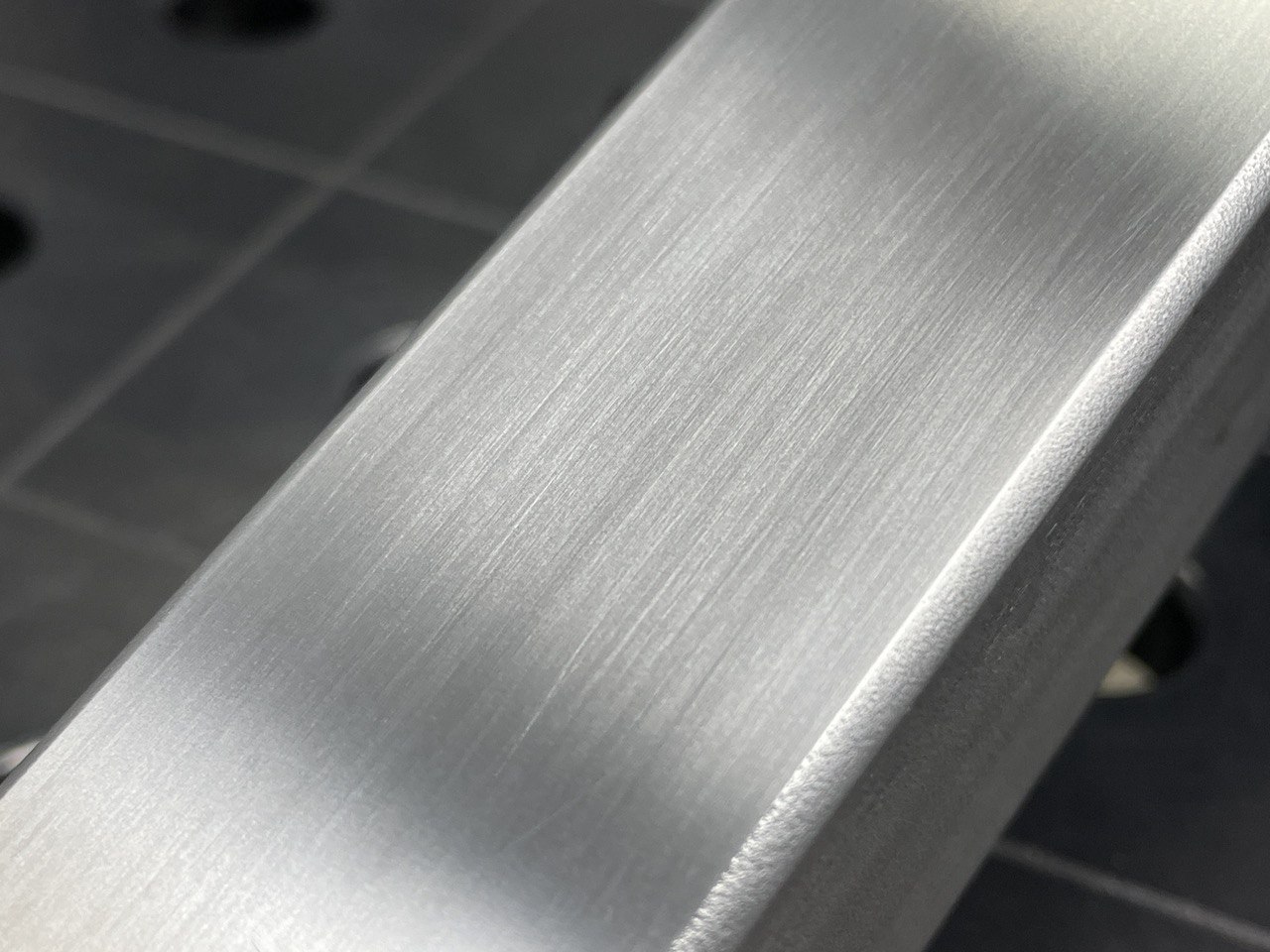
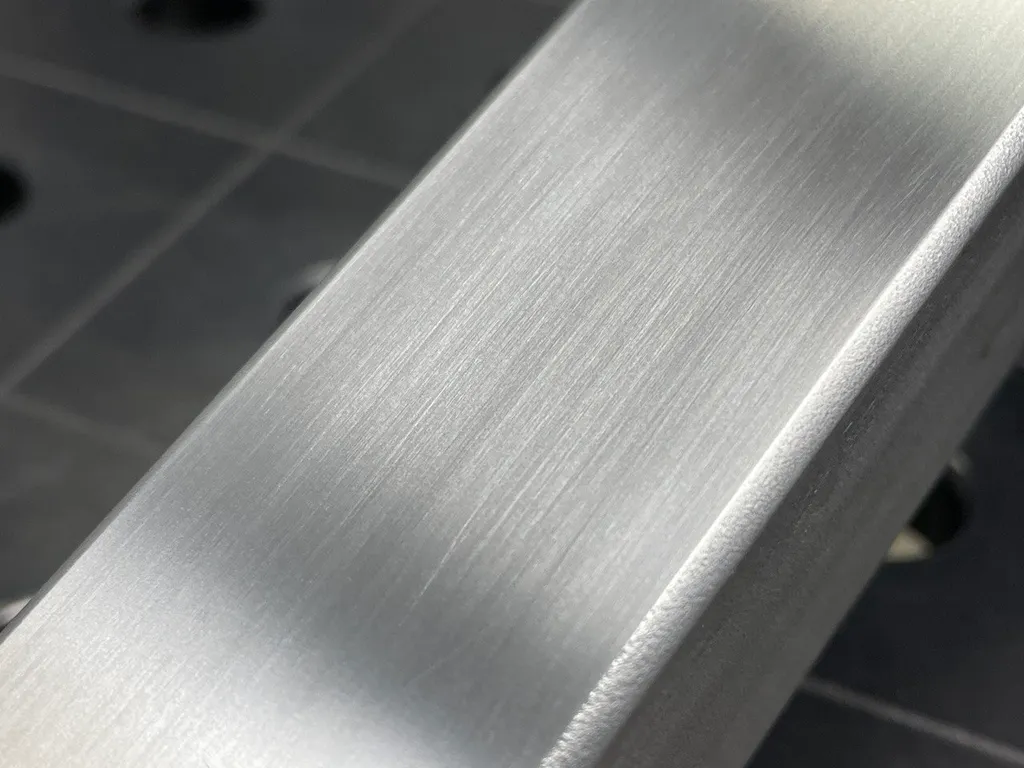
Но меня это тоже не устроило, и я поставил ленту 3M Trizact 237AA A45 достигнутый результат мне понравился, и я принялся за сварку.
Настройте свой сварочный аппарат и скорость сварки так чтобы не было подрезок.
Детали мы будем сваривать встык и варить своим телом.
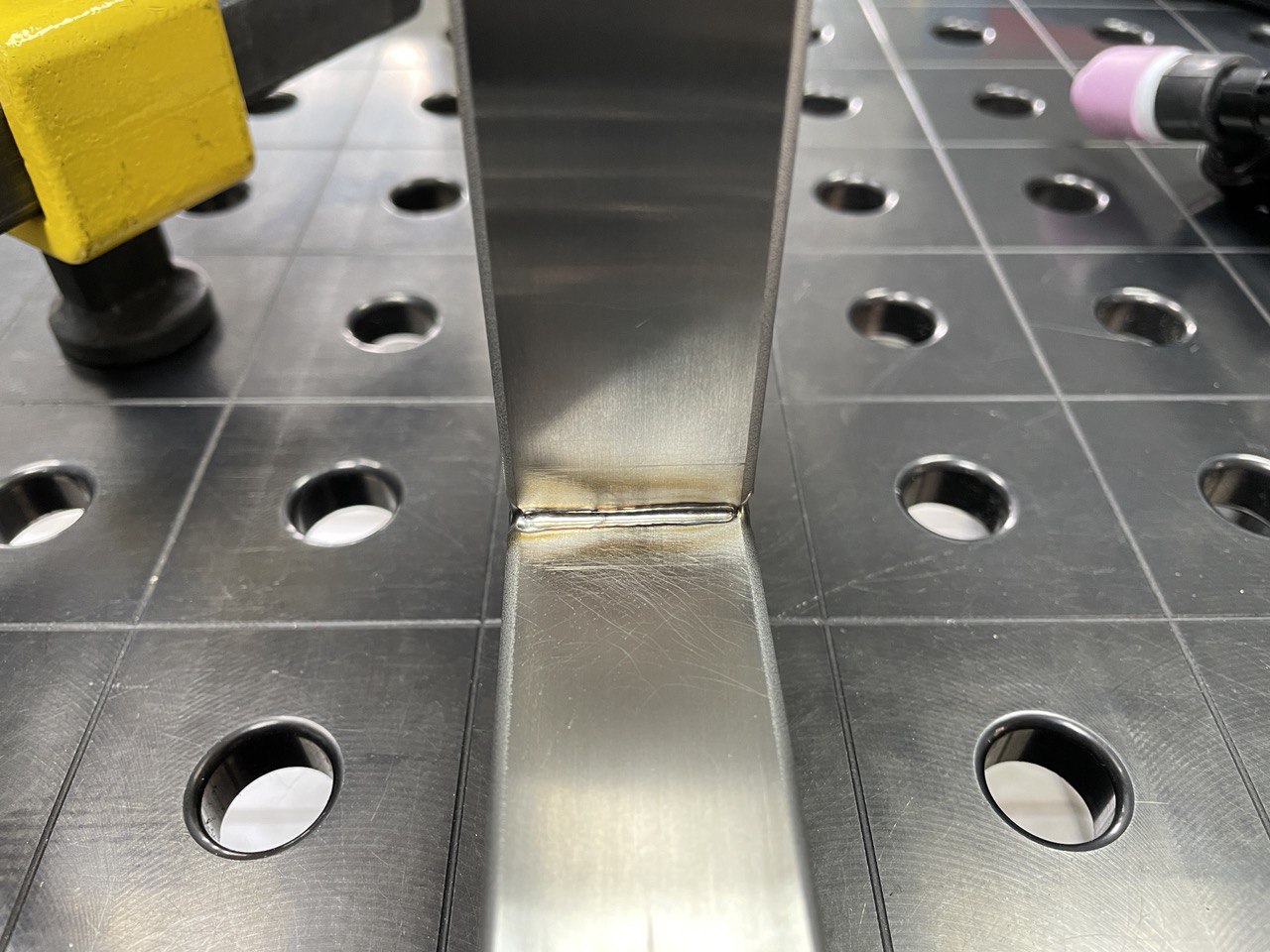
Для этого я взял маленькую горелку и маленькое сопло (6), так будет удобнее работать.

Деталь сварена, но, если присмотреться на ней появились царапки и брызги, сейчас мы сделаем окончательный вид детали, уберем все эти маленькие недочеты.
Доведем поверхность вручную также скотч брайтом, только можно выбрать более тонкий скотч брайт, например, FB Very Fine Тонкий.
На фото ниже мы видим насколько он тоньше чем классический скотч брайт.

Доводка вручную тонким скотч брайтом Very Fine

Немного потерев, немного если качественный скотч брайт :) и мы видим завершенное изделие. (Капли на детали, они после мойки).
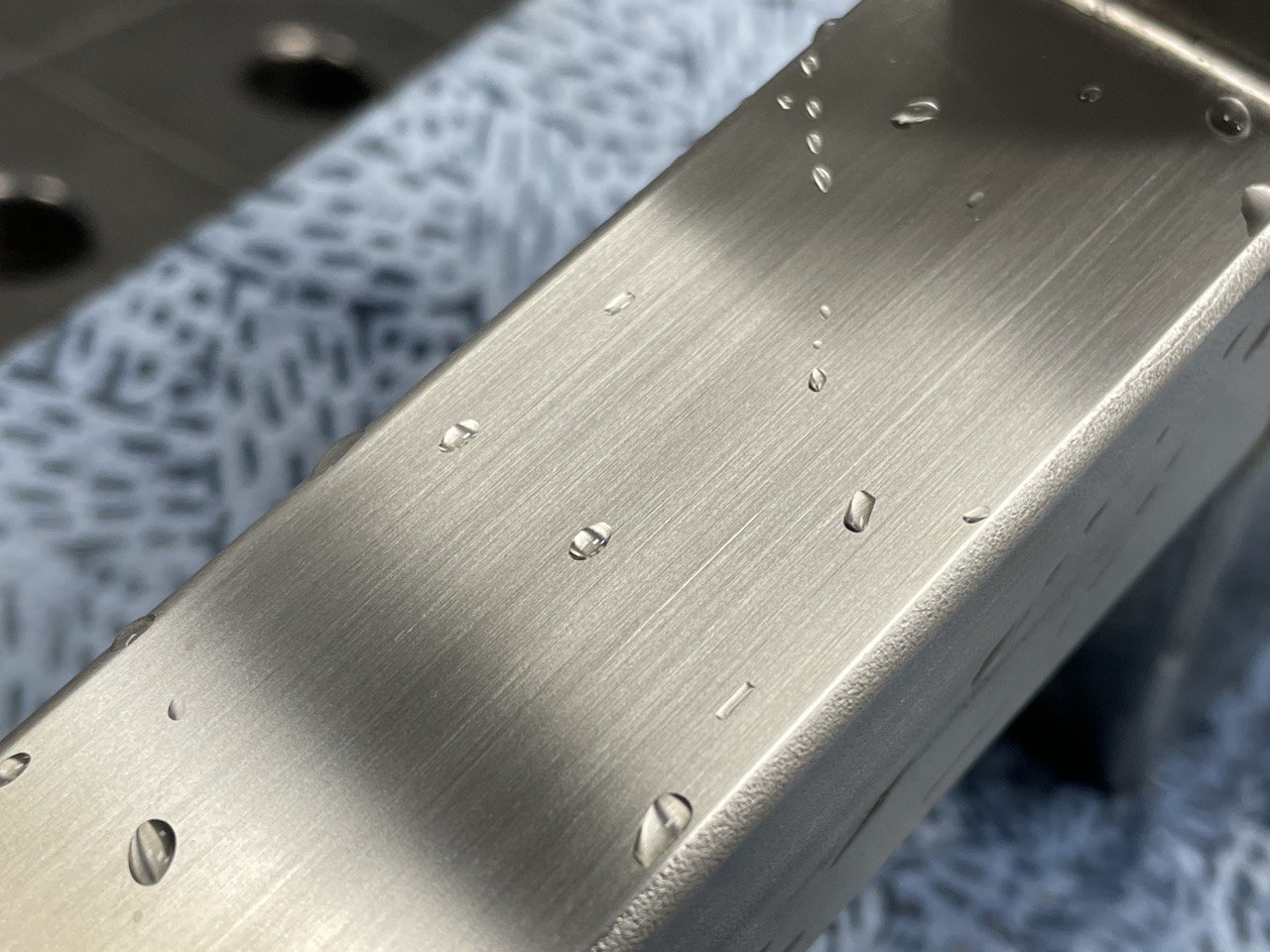
Клиенту понравилось и мне тоже, приезжайте к нам в компанию и заказывайте качественные расходные материалы, получайте грамотную консультацию, которая накоплена практическим путем.
Всем Удачи! Ваш FIX-TOOL